Share
Pin
Tweet
Send
Share
Send

Aiempien tuotantovuosien mekanismeissa (koneet, vaihdelaatikot, voimansiirrot) hammaspyörät ja vaihteet valmistettiin usein harmaasta valuraudasta, joka pienillä ja keskisuurilla kuormituksilla ei ollut huonompi kuin teräskumppanit, ja valuprosessi oli yksinkertaisempaa ja halvempaa kuin teräs.

Valurauta on kuitenkin haurasta, ja hammaspyörissä ja vaihdelajeissa, joissa kuorma on muuttunut voimakkaasti tai sen lisäys, hampaat rikkoivat ja koko mekanismi epäonnistui. Tietenkin olisi parempi korvata vaihde tai vaihde puuttuvalla hammalla uudella tuotteella, mikä ei aina ole mahdollista. Sitten on vielä yritetä palauttaa hammas toisella tavalla.

Yksi vaihtoehdoista liittyy murtuneen hampaan paikan mekaaniseen valmisteluun, lujuudelle ja muille ominaisuuksille sopivan materiaalin pintakäsittelyyn ja pintakäsittelyyn uuden hampaan saamiseksi, joka on tarkka geometrisesti.
Tarvittavat laitteet, laitteet ja materiaalit
Työtä varten tarvitsemme:
- hiomakone ja minipora (pora);
- happi-asetyleeni-hitsauspoltin;
- punkit;
- biomitta (mittauspää);
- sorvi;
- hiekka paperi;
- akseli mutterilla ja putkimainen pysäytin vaihdelohkolle ja vaihdelle;
- leikkuri onkalon profiilin muodostamiseksi hampaiden väliin;
- tehtaan akseli avaimet käteen -valolla;
- jyrsin kone;
- mittausväline (vernier paksuus, mikrometri) jne.
Kahden vierekkäisen kokonaisen hampaan välisen raon täyttämiseksi suhteessa murtuneeseen hampaan, tarvitsemme:
- pii (silikoni) pronssitanko;
- flux (pääosa: booraks ja pieni magnesiumseos);
- lasikuituhitsaushuopa;
- rievut, kangasliinat jne.
Rikkoutuneen hampaan palauttamisprosessi
Se koostuu kolmesta vaiheesta:
- Kahden vierekkäisen kokonaisen hampaiden välisen raon täyttö (tiivistäminen) puuttuvan hampaan suhteen.
- Pidikkeen valmistus vaihdeleikkurille ja akseli hammaspyörän ja vaihdelaitteiden kiinnittämiseksi koneeseen prosessin aikana.
- Hammasprofiilin muodostuminen näytteistämällä talletettu materiaali erityisellä leikkurilla molemmilta puolilta.
Juotospisteen valmistelu

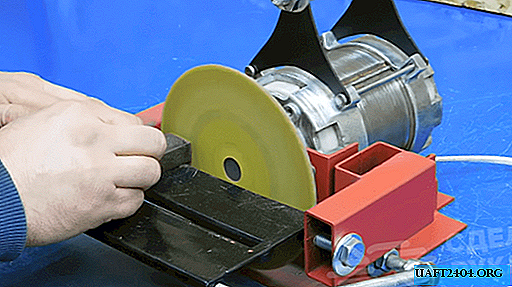
Koska harmaa valurauta on vaikea koneistaa mekaanisesti, on melkein mahdotonta tehdä tätä miniporauksella. On parempi ja nopeampi murskata hammas hiomakoneella.

Lopulta voit karhentaa alustaa poralla karhentaaksesi alustaa. Tämä antaa kerrostuneen materiaalin kestävämmän yhteyden valurautaan.


Juottoprosessi

Se alkaa perusteellisella ja yhtenäisellä lämmittämisellä kaasu-asetyleenipolttimella, sekä juotospaikalla että pyydyksen viereisillä osilla. Muutoin halkeilun todennäköisyys valurautaosassa kasvaa.
Sitten juottamispaikka ja hieman silikoni (silikoni) pronssitanko lämmitetään punaisella, joka lämmittämisen jälkeen lasketaan säiliöön, jossa on flux, joka koostuu pääasiassa booraksista lisäämällä pieni määrä magnesiumia.

Seuraavaksi fluksilla päällystetty silikonipronatanko asetetaan ontelon yläpuolelle ja sulatetaan kaasu-asetyleenipolttimen liekillä. Tämä toimenpide jatkuu, kunnes piipitoinen pronssijuote täyttää koko ontelon tilavuuden vierekkäisten kokonaisten hampaiden välillä.
Tämän vaiheen lopussa estämme halkeamien nopeaa jäähtymistä peittämällä kunnostetun osan lasikuituhitsauksella ja antamalla sen jäähtyä hitaasti tarvittavan ajan.

Vaihteen päiden työstö juottamalla

Kiinnitämme hammaspyörän sorvin istukkaan ja asetamme mittauspään avulla lohkon pienimmällä mahdollisella iskulla, lyömällä hammaspyörää yhdeltä tai toiselta puolelta vasaralla tarvittaessa.

Sitten poistamme leikkurien avulla juotosvirran, joka ulkonee hammaspyörän päiden ulkopuolelle. Hionnan lopussa hiekkapaperilla jauhamme käsittelypaikat.


Levyn ja jyrsimen valmistelu työhön

Vaihdelaatikko ja hammaspyörät asennetaan sorvalle valmiiksi valmistetulle akselille kiristämällä mutteri ja sylinterimäinen rajoitin.

Jyrsinkoneen pidikkeen valmistamiseksi otamme tietyn pituisen ja halkaisijaltaan hieman terästankoa suuremman kuin työkalun reikä. Kiinnitämme sen sorvin istukkaan ja poraamme toisesta päästä ensin pienen reiän keskiporauksella, jonka sitten laajennamme kierreporalla tarvittavaan kokoon.
Seuraavaksi koneen takakannassa kiinnitämme hana ja aseta se sauvan päässä olevaan reikään. Ota pääntuki takaisin ja leikkaa lanka käsin kiertämällä hankaa nupilla. Tulokseksi saatuun kierteeseen ruuvataan kotitekoinen pultti, jossa on litteä lieriömäinen pää ja kaksi symmetrisesti sijoitettua suorakaiteen muotoista aukkoa tankin keskikohtaan tarttumista varten erityisellä avaimella.


Sitten päätämme sauvan toisella puolella ja poraamme sen tarvittavaan pituuteen jyrsinkoneen karan halkaisijan alla. Sorvaus tehdään määräajoin halkaisijan tarkistuksella, jotta koko ei heikentyisi. Lopussa jauhamme kääntöalueen hiomateipillä ja pyyhi se kankaalla.
Hammasprofiilin muodostuminen

Kiinnitämme leikkurin pidikkeen jyrsinkoneen karaan ja jauhaamme tangon myllyssä olevan reiän kokoon, mittaamalla ajoittain halkaisija mikrometrillä. Lopuksi jauhaa ura hiekkapaperilla ja pyyhi rievulla.
Laitamme leikkurin pidikkeeseen ja kiinnitämme sen päähän kiinnityspultilla ensin käsin ja lopussa erityisellä avaimella ruuvitaltalla. Asenna jakopää ja hännänpää jyrsinkoneen työpöydälle. Kiinnittämällä täydellisesti tasaisen terästanko niiden väliin, paljastamme nämä solmut varmistaaksemme maksimaalisen suuntauksen pystysuorassa ja vaakatasossa. Tätä varten käytä mittauspäitä ja säädä takakannan sijainti suhteessa jakopäähän. Altistuksen jälkeen nämä solmut kiinnitetään kunnolla jyrsinkoneen pöydälle.
Tärkein toiminta on leikkurin tarkka kohdistus palautettavan vaihdelaatikon suhteen. Tätä varten käytämme paksuus, mikrometriä, metalliviivainta.


Jaa pään ominaisuus hampaiden lukumäärällä ja laske kahvan kierrosluku yhtä hammasta kohti. Yleensä saadaan murto-osa. Sitten tämä arvo on jakajan ympyrässä.
Nyt voit kytkeä jyrsinkoneen karaan päälle ja alkaa muodostaa yhden palautetun hampaan onteloista. Tämä tehdään parhaiten 2 - 3 kertaa, jotta pinta ei vaurioidu. Hammasta muodostettaessa on tarpeen poistaa leikattavan materiaalin hiukkaset leikkurista ja voidella työkalu. Seuraavaksi vedetään terä sisään ja käännä vaihde tarkalleen yhden askeleen kanssa jakopäällä ja toista edellinen toimenpide uudelleen.


Yksi kommentti
Miksi ottaa piipronssia hampaan muodostamiseksi valurautavaihteelle? Eikö ole luotettavampaa haudata onkalo hammasten välillä valurautaelektrodilla ja sitten käsitellä se hammaspyöräleikkurilla?
Jos teet tämän, niin korkean lämpötilan vuoksi valurauta “valkaistaan” ja luodaan alueita, joita ei käytännössä voida työstää. Silikonipronssi on vahvuudeltaan samanlainen kuin harmaa valurauta, ja vetolujuus on vielä suurempi. Lisäksi sen käsittely, kuten olemme nähneet, ei ole ollenkaan vaikeaa.
Share
Pin
Tweet
Send
Share
Send