Share
Pin
Tweet
Send
Share
Send
Jos on kytketty kaksi putkea, joiden halkaisija on sama, suoritamme syksyllä ns. "housut" - segmentit, joiden koon tulisi suurimmaksi osaksi olla kolme kertaa halkaisijaa pienempi.
Jäljempänä tarkastelemme vaikeinta leikkauksen tapausta, kun sisääntuloputken halkaisija on hiukan pienempi kuin pääputken, esimerkiksi 89 mm tai 76 mm ja vastaavasti 100 mm.

Tarvitsee
Kaksi eriläpimittaista metalliputkea varten tarkoitetun insertin leikkaamiseksi ja hauduttamiseksi meillä on oltava:
- putkien aihiot, joiden halkaisija on erilainen;
- hiomakone, jossa on leikkaus- ja hiomalaikka;
- merkki;
- hallitsija, neliö;
- hitsaus kone;
- vasara.
Pyöreä putken lisäysalgoritmi
Käytämme laajasti käytettyä kauluksen sidontateknologiaa, kun pyöreään putkeen nähden kohtisuoran sisääntulon reuna muodostuu pääputkeen nähden. Noudatamme seuraavaa järjestystä tämän menetelmän toteuttamiseksi.
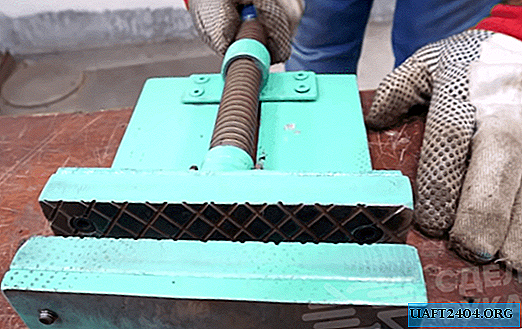
Leikkaamme hitsatun putken reunan suorassa kulmassa.

Merkitsemme siihen neljä pistettä, jotka ovat kahden keskenään kohtisuoran halkaisijan ja putken pään leikkauspisteet. Jos kaikki tehdään oikein, nämä kohdat on järjestetty tasaisesti ympyrään 90 asteen läpi.


Asetamme merkitty päällä oleva putki pääputken sivupintaan ja mittaamme metalliviivan tai mittanauhan avulla suurimman raon ensimmäisen ja toisen yleismatriisin päätypinnan välillä. Meidän tapauksessamme se osoittautui yhtä suureksi kuin 30 mm.
Kahdesta päiden vastakkaisesta kohdasta laskeudumme 30 mm: n yleistä matriisia pitkin. Piirrämme merkinnän putken sivupinnalle kahdella sileällä viivalla, jotka tulevat päässä olevan viereisestä kohdasta vastakkaisiin suuntiin, niin että ne kulkevat alempien merkintöjen läpi ja yhtyvät päädyn toiseen pisteeseen.
Merkinnän mukaan leikataan katkelmat leikkauslevyllä varustetulla hiomakoneella kahden samanlaisen pyöristetyn segmentin muodossa. Leikkasimme putken päästä kiharaiset leikkaukset pois siten, ettei porauksia tai kuoppia jää jäljelle.

Yritämme putken päällä paikoillaan ja jos sopimatonta istuvuutta löydetään, korjaamme nämä paikat hiomakoneella ja saavutamme putken pintojen tarkemman sattuman.

Siirrämme hitsatun putken ulkomuodon merkinnän avulla pääputken sivupintaan. Saadun suljetun linjan sisälle rakennamme yhtenäisen linjan, joka poikkeaa putken seinämän paksuudelta ulommasta. Tuotamme leikkauksen uudelle linjalle.

Leikkaa putkessa ympyrä merkinnän mukaan hiomakoneella ja käsittele reunat poranten poistamiseksi ja reunojen pyöristämistä hitsausta varten.

Ennen hitsaustöiden aloittamista neliöllä tarkistetaan putkien kohtisuora. Generaattorien välisen kulman tulisi olla 90 astetta. Teemme uunikäskyjä kahdessa tai kolmessa paikassa.

Aloitamme hitsaamisen alemmasta kosketuspisteestä ja suoritamme kahdella kierroksella filamenttisaumalla: juuri ja etuosa. Tällä tavoin saadaan aikaan hitsatun liitoksen paras laatu.
Hitsauksessa on tärkeää valita oikea virran voimakkuus, joka riippuu toimitetun sähkön laadusta ja erityisesti jännitteestä. Yleensä puhumme 70-80 A. Keitämme kolmen millimetrin elektrodilla UONI-13-55, yrittäen varmistaa, että kuona ei putoa metalliin.
Kuljettuamme alapisteestä yläosaan, pysäytämme ja lyömme kuonan vasaralla. Löydetyt puutteet eivät ole kriittisiä, koska ne voidaan poistaa toisessa kulkusuunnassa.
Samalla tavoin hitsaamme toisen puolen putkien pintojen liitoskohdasta. Käytä sen jälkeen ensimmäistä saumaa hieman, poistamalla suuret virtaukset ja kuona.

Aloitamme etummaisen sauman asettamisen alhaalta, pitämällä elektrodia 45 asteen kulmassa matkaa pitkin ja siirtämällä sitä poikittain ensimmäiseen saumaan tai "kalanruotoon". Seuraavaksi keitämme sauman pitämällä elektrodia melkein pystysuoraan pintaan nähden ja viimeistele ensimmäinen puolikas asettamalla elektrodi uudelleen 45 asteeseen matkan varrella ja tekemällä pyöreitä liikkeitä.
Aloitamme etummaisen sauman asettamisen myös alaosasta ja tuomme sen yläosaan, minkä jälkeen lyömme kuonan vasaralla saumasta.
Samalla tavalla keitämme etuosa saumauksen putkien kosketuksen toisella puoliskolla. Kun siirryt ylös, hidastamme hitsausnopeutta siten, että sauma on sama kaikkialla.
Pudotimme myös kuonan ja puhdistamme sauman hiomakoneella. Tuloksena on siisti ja luotettava hitsaussauma.
Share
Pin
Tweet
Send
Share
Send